- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
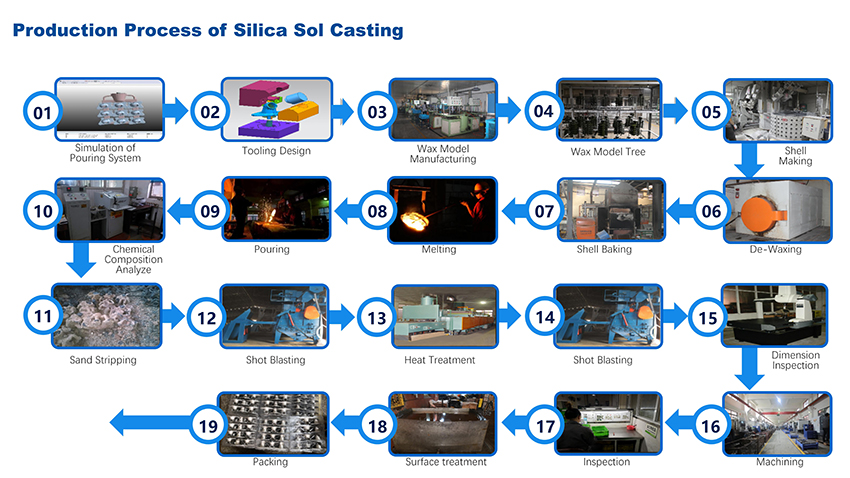
Piidioksidisooli-tarkkuusvalun toimintavaiheet
Toimintaprosessipiidioksidisol-tarkkuusvaluesitellään seuraavasti:
1. Tarkista, ovatko laitteet ja lämpötilansäätölaitteet normaalissa käytössä.
2. Kaada vahanpoistokattilasta talteen otettu vanha vahaneste suodatinsäiliöön ja suodattimeen; lähetä se sitten seisovaan ämpäriin 1 ja anna seistä 6-8 tuntia alle 90°C:n lämpötilassa.
3. Kaada vahaneste vedenpoistosäiliöön seisomisen ja saostuneen veden valumisen jälkeen.
4. Poista vahaneste ämpäristä, pidä se lämpimänä 110-120°C:ssa ja sekoita haihduttaaksesi jäljellä olevan veden, kunnes vahanesteen pinnalle ei enää muodostu vaahtoa.
5. Suodata vahaneste veden poistamisen jälkeen <60 meshin silmäkokoisen verkon läpi, aseta se sitten <90 °C:n staattiseen tynnyriin II ja pidä se lämpimänä yli 12 tuntia.
6. Jokaisen vedenpoistosäiliön ja seisovan ämpärin pohjalta jäänyt vesi ja lika tulee tyhjentää säännöllisesti.
7. Lähetä staattisessa tynnyrissä II käsitelty kierrätetty vahaneste materiaaliputken vahapuristuskoneen eristyssäiliöön käytettäväksi päätuoteputkena (kanavana).
8. Vanhan vahamateriaalin suorituskyvyn ja vahan kulutustilanteen mukaan uutta vahaa lisätään ajoittain staattiseen piippuun II korkealaatuisten rautatievalujen osalta, yleensä noin 3–5%.
Piidioksidin tarkkuusvalun koko ei ole kovin suuri, eivätkä tarkkuusvaatimukset ole kovin korkeat. Alumiinirunkoista tina-vismuttia voidaan kuitenkin käyttää muotina käytön aikana, ja tämän muotin paino on suhteellisen raskas. Perimmäinen syy on, että se sisältää vismuttia. .
Silica sol -tarkkuusvalukompleksin muotin valmistusaika on lyhyempi, mikä säästää tuotantokustannuksia jossain määrin. Monimutkaisille ohutseinämäisille valukappaleille voidaan asentaa tuuletusaukot mahdollisuuksien mukaan tuotteen kotelon hengittävyyden parantamiseksi.
Piidioksidin valun käsittelyvoi kohtuullisesti asettaa kaatojärjestelmän, mikä voi tehokkaasti estää kaatoilman kulkeutumisen tietyssä määrin, mikä edistää ilman poistumista muotin ontelossa. Kaatolämpötilaa voidaan nostaa sopivasti valmistusprosessin aikana kaatopakkauksen koon minimoimiseksi. Suuttimen ja kaatokupin välinen etäisyys.